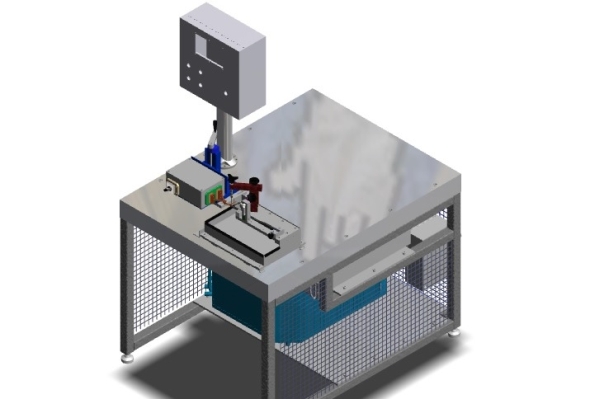
Kézi edző munkahely IHU110/2 (Induction Hardening Unit – 1 x TTH10 10kW)
Härteanlagen
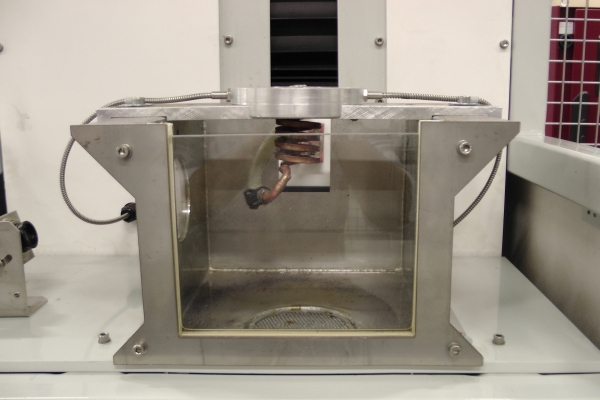
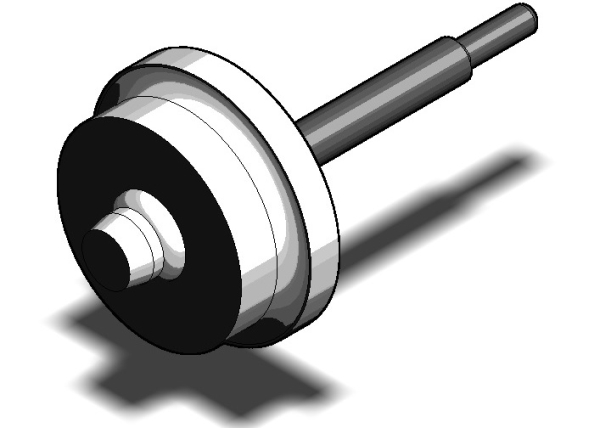
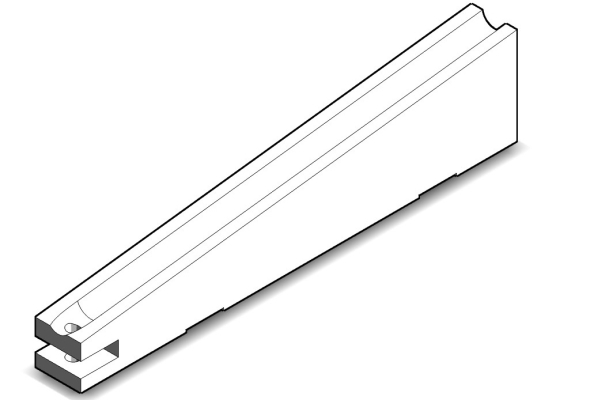
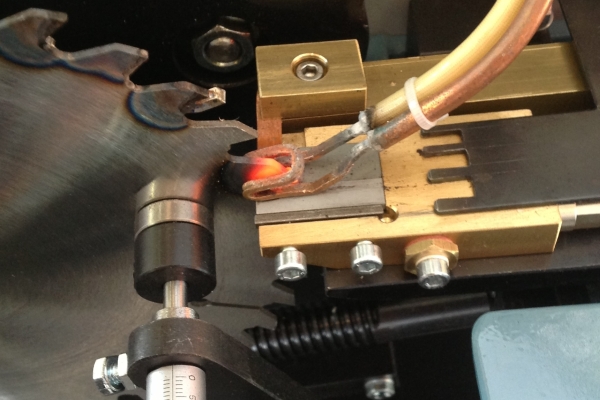
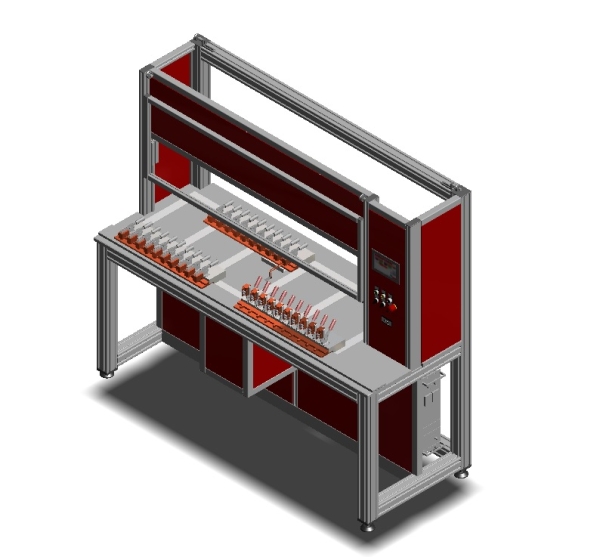
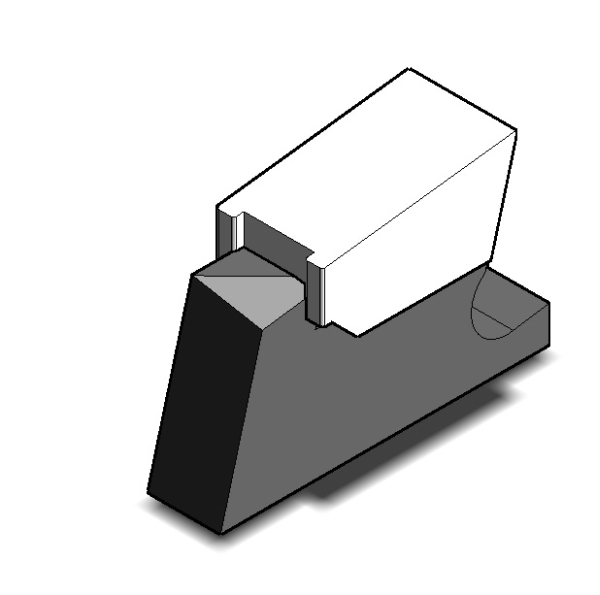
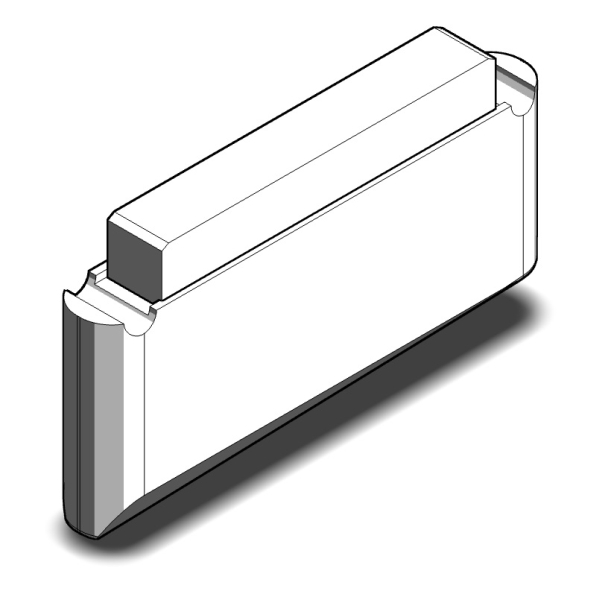
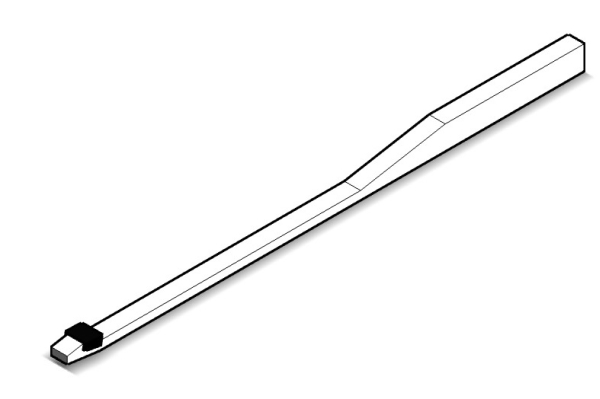
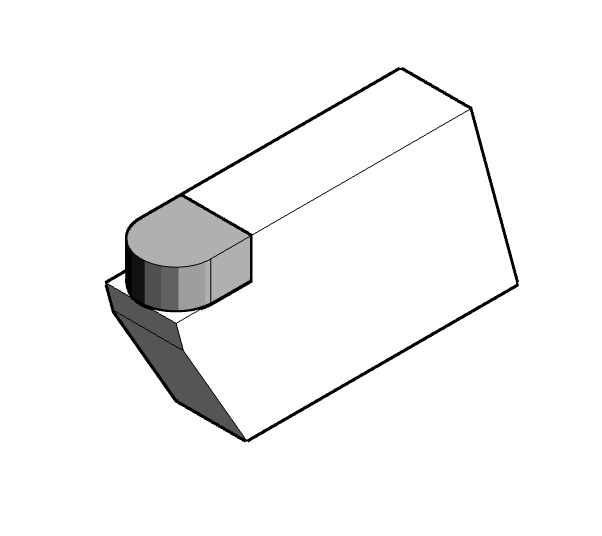
Ez a kis méretű munkahely repülőgépmotorokhoz és a motorsportban használt motorokhoz lett megtervezve. Az edzendő zóna kb. 10 mm x 10 mm.
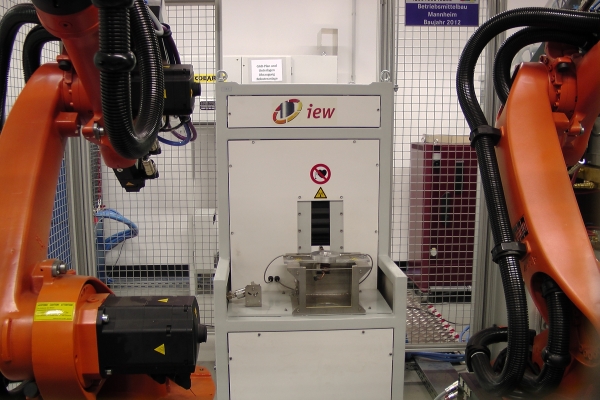
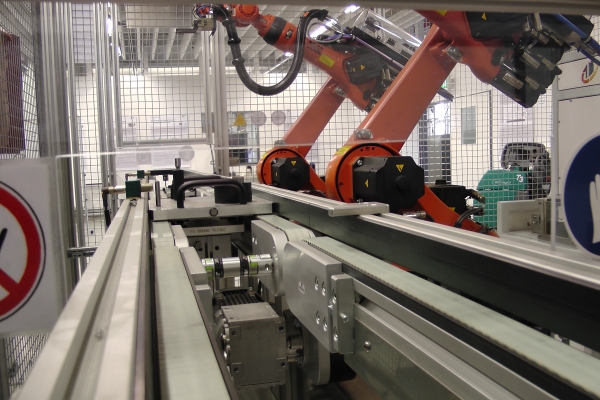
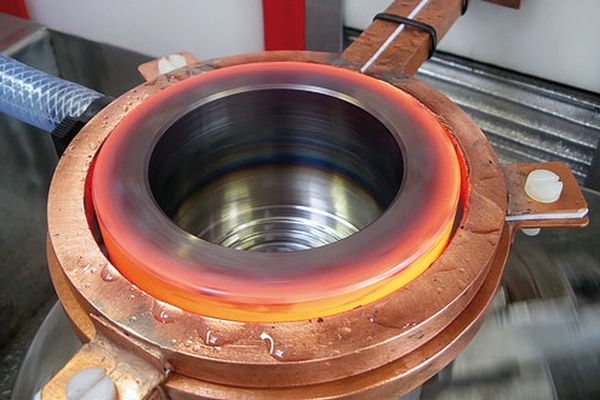
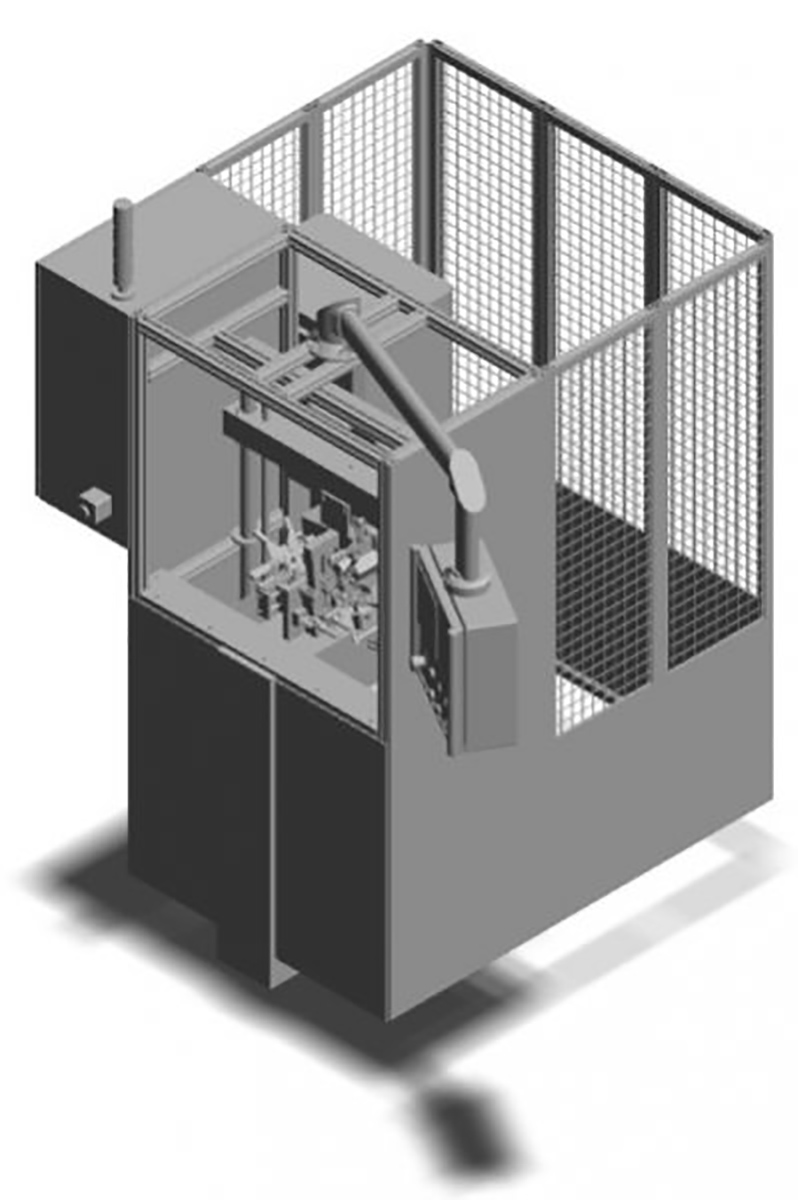
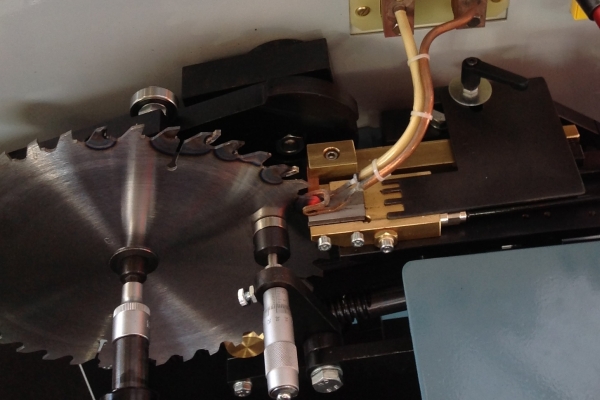
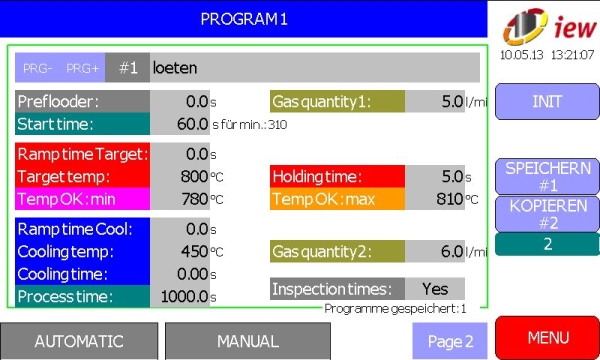
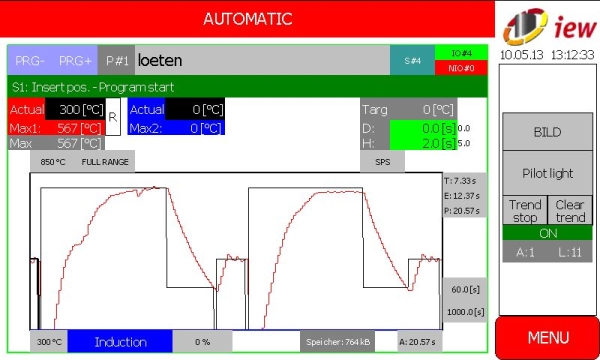
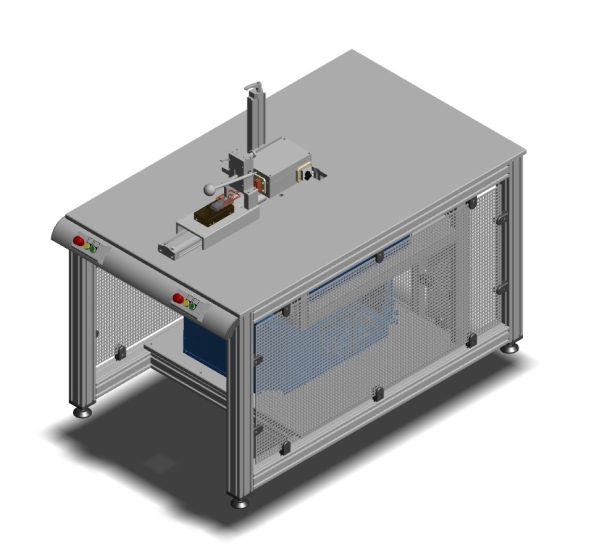
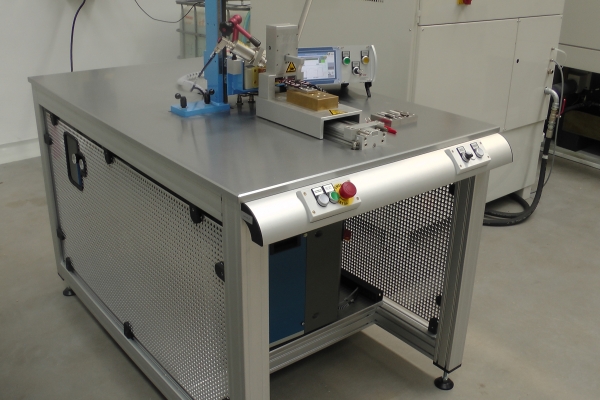
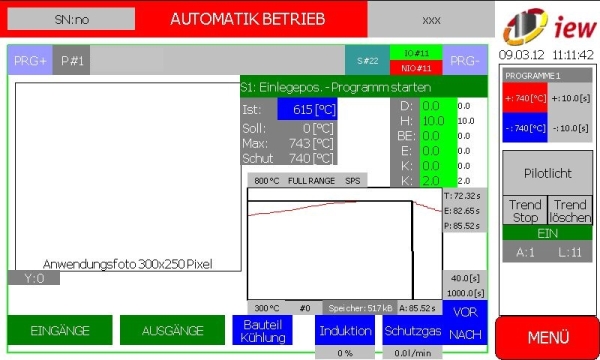
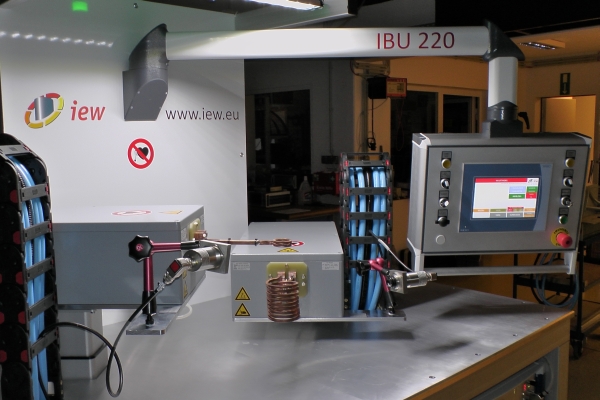
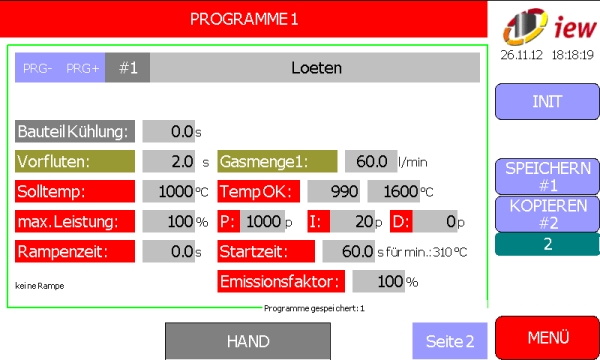
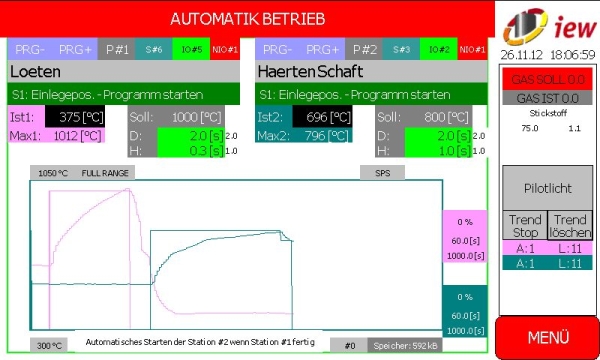
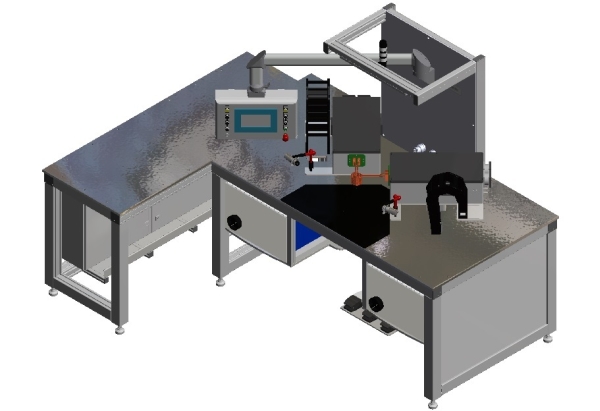
Az egyedi iew komponensek az ügyfél által rendelkezésre bocsátott munkaasztalon, közvetlenül a helyszínen lettek integrálva. A kis méretű edzőberendezés az indukciós berendezés teljesítményszabályozására és az emulziós zuhany mágnesszelepének vezérlésére szolgáló PLC folyamatvezérlésből (német és angol nyelvű menü) és egy hőmérsékletmérő infravörös pirométerből áll. A munkaasztalba egy emulziós folyadékot gyűjtő kád is be lett építve, amely az állandó emulzió-hőmérséklet biztosítása érdekében hőmérséklet-érzékelővel és visszahűtő rendszer csatlakozással is rendelkezik.
Mivel az edzendő alkatrészek heti darabszáma mindössze 300, és az edzési folyamatot is integrálni kellett a házon belüli gyártási folyamatba, kedvezőbb költségű megoldásként az ügyfél munkaasztalán megy végbe a folyamat.