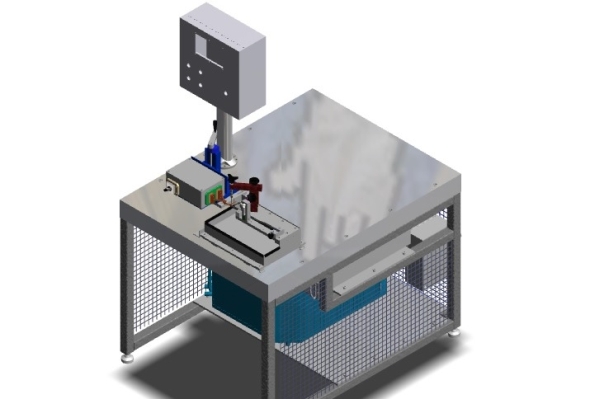
Ruční kalící stanice IHU110/2 (Induction Hardening Unit – 1 x TTH10 10kW)
Härteanlagen
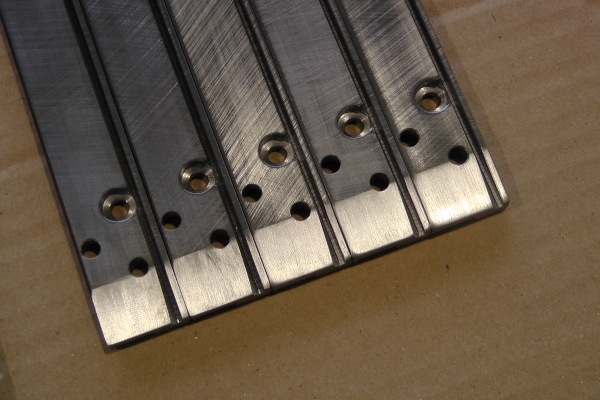
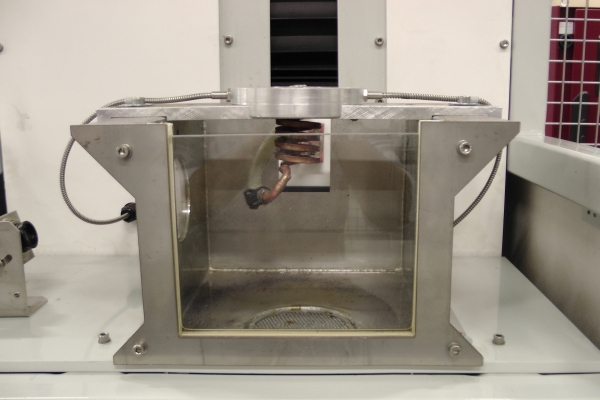
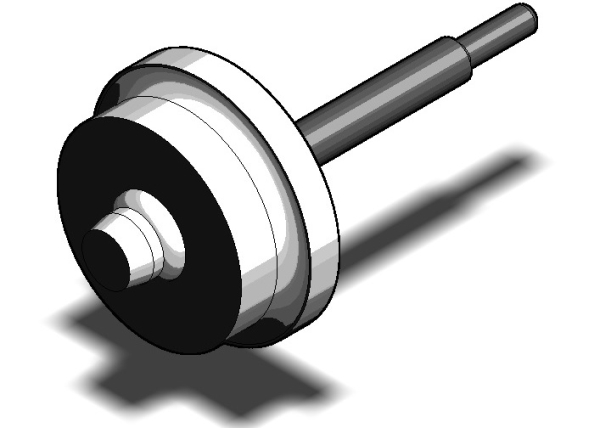
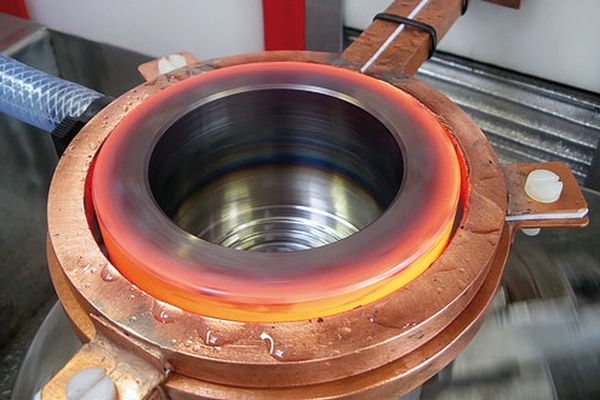
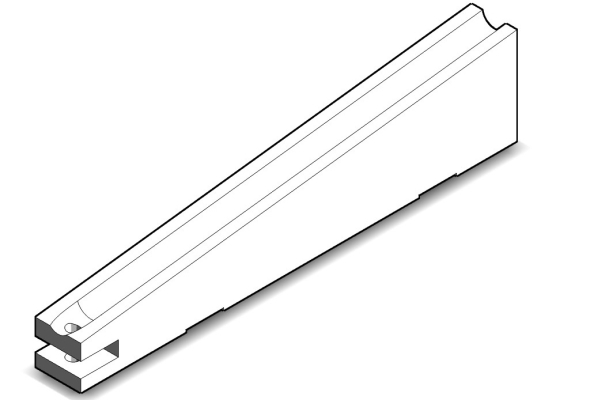
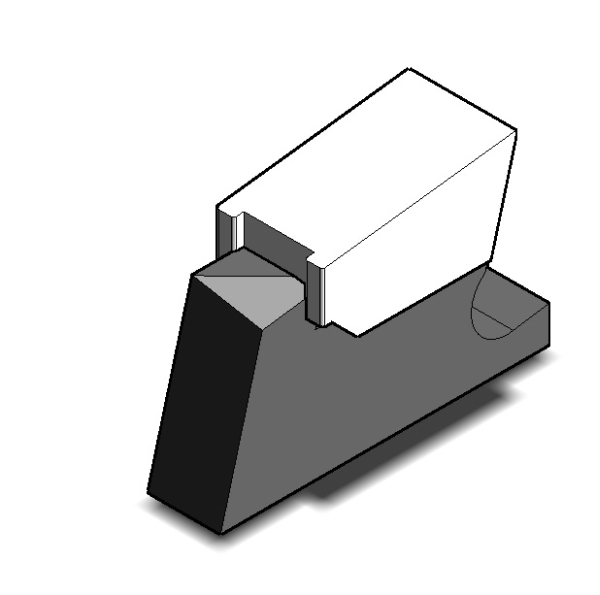
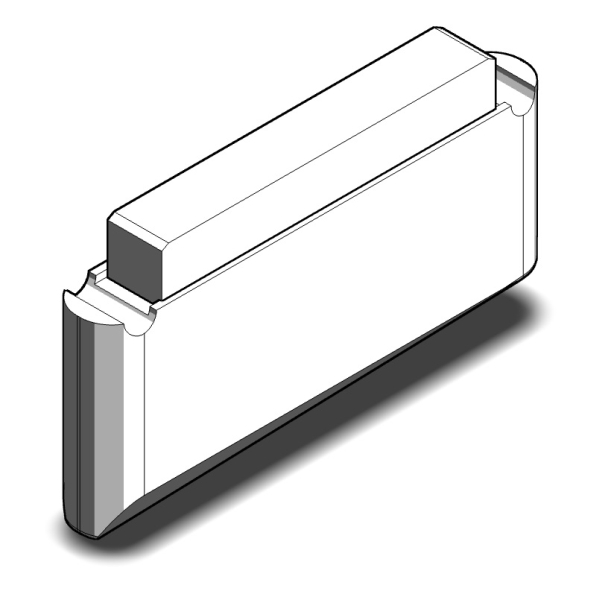
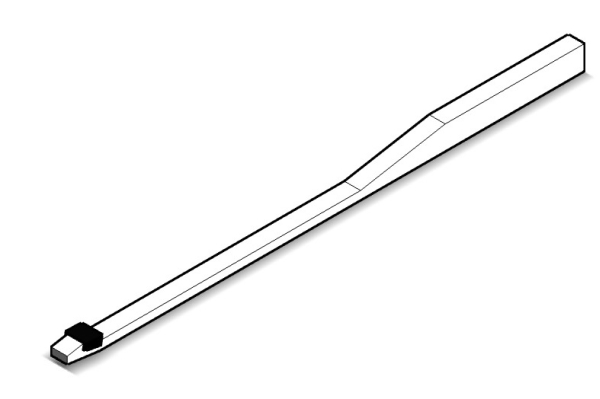
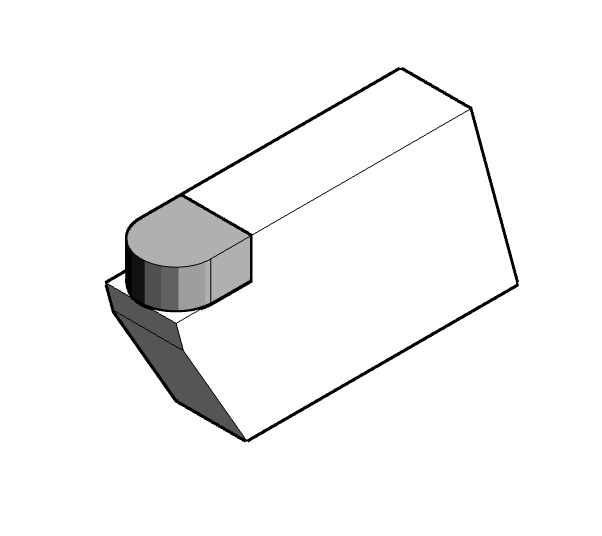
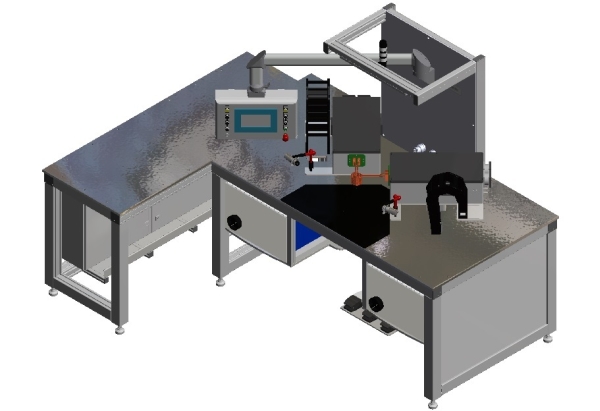
Tato malá stanice byla zkonstruována pro kalení vahadel pro letadlové motory a motory používané v motorovém sportu. Kalená oblast činí cca 10 mm x 10 mm.
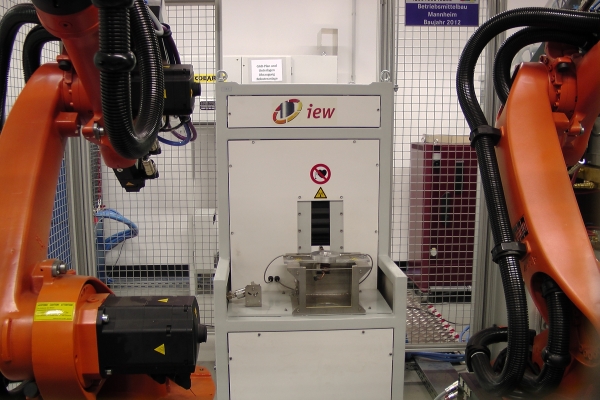
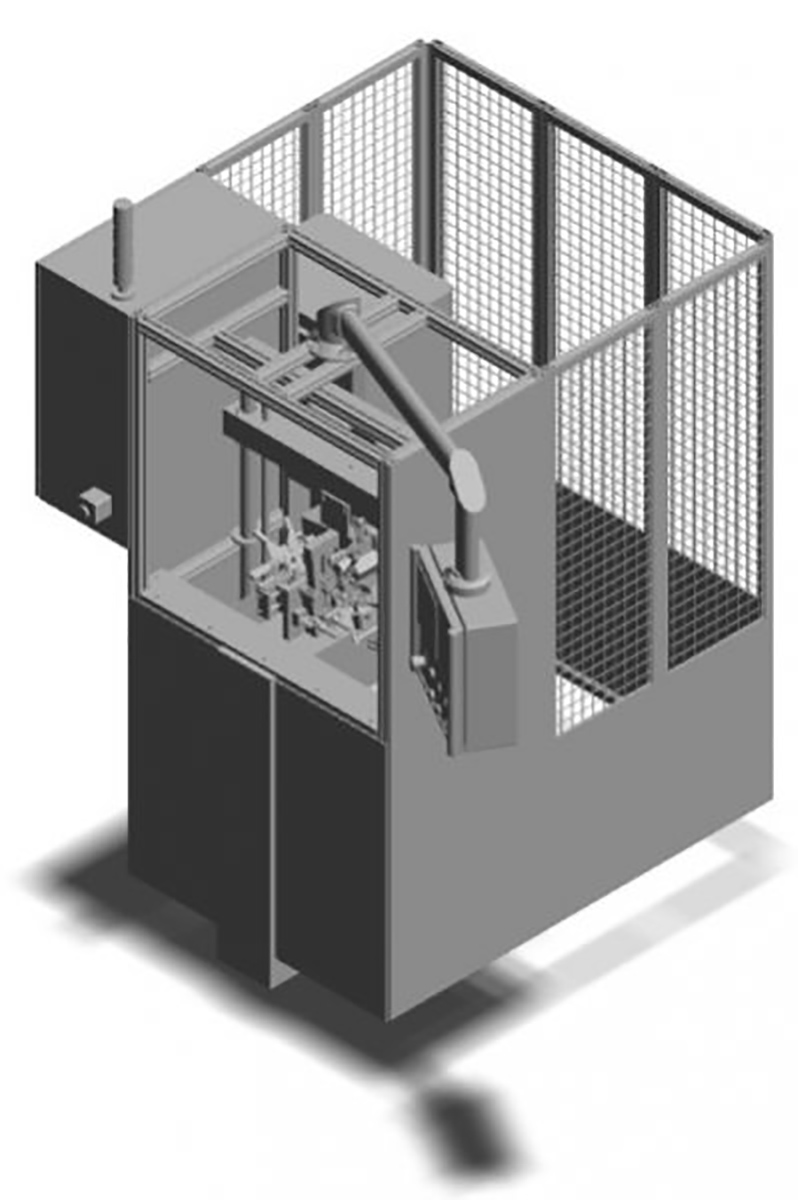
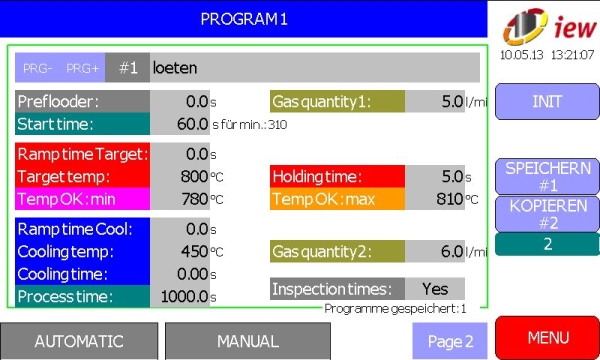
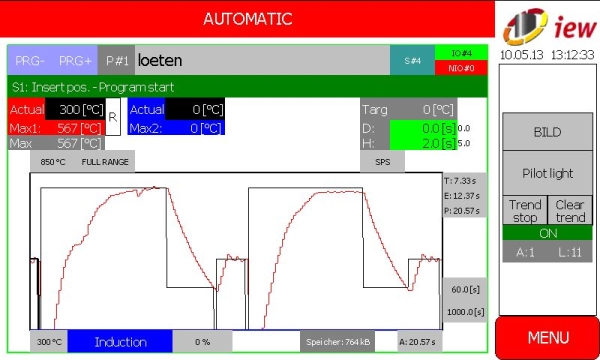
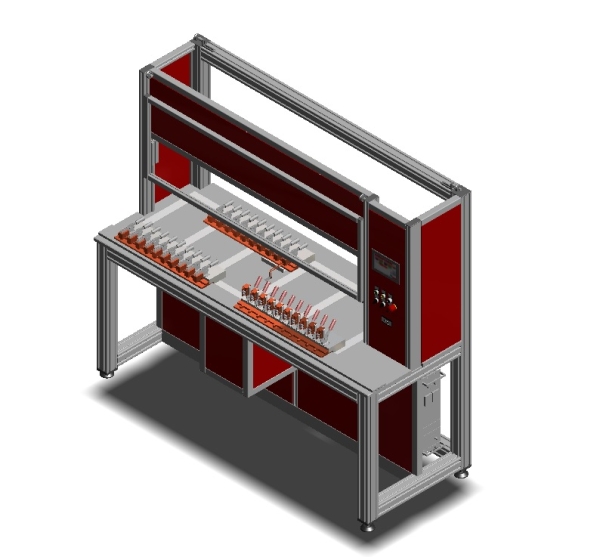
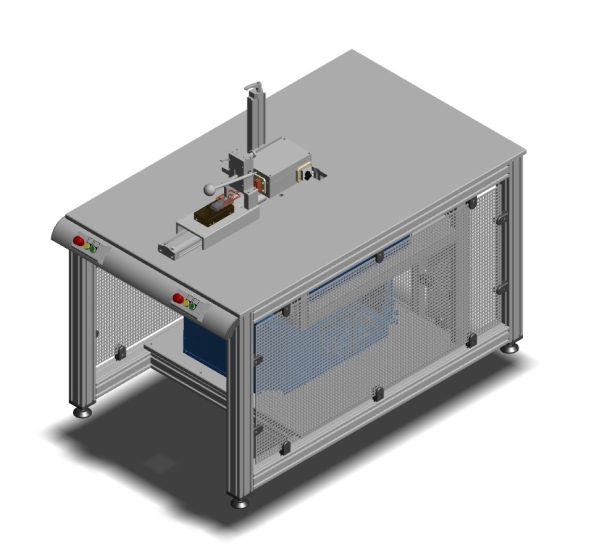
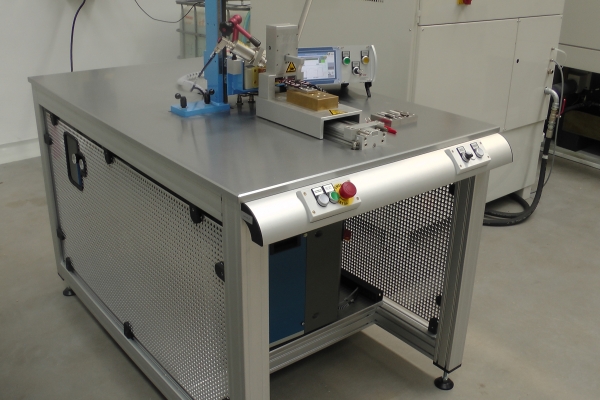
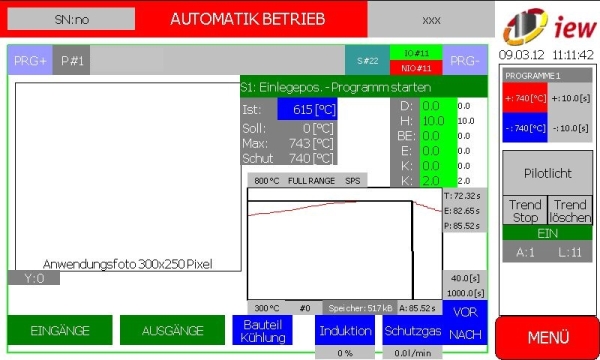
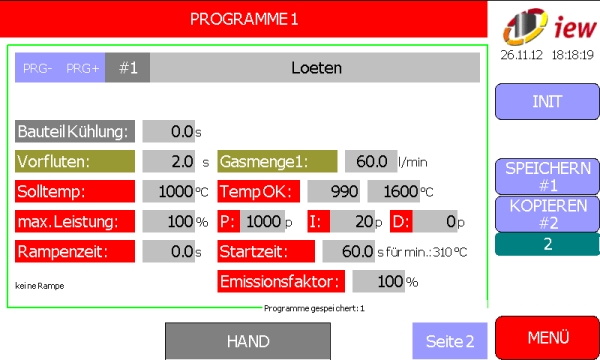
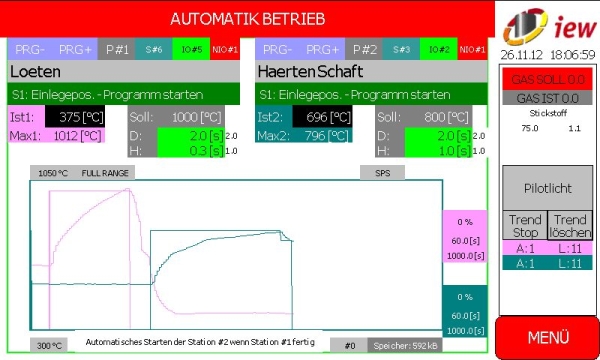
Jednotlivé komponenty iew byly zabudovány do pracovního stolu dodaného zákazníkem, a to přímo na místě. Malá kalící stanice se skládá z řídící jednotky SPS (navigační menu v němčině a angličtině) pro regulaci výkonu indukčního zařízení a aktivaci magnetického ventilu emulzní sprchy a infračerveného pyrometru pro měření teploty. Do pracovního stolu byla zabudována také záchytná vana pro emulzní kapalinu, která je rovněž vybavena teplotním čidlem a napojena na systém zpětného chlazení, tak aby byla zaručena konstantní teplota emulze.
Protože počet zakalených součástí za týden má činit jen 300 kusů a také protože bylo nutné začlenit proces kalení do firemního výrobního procesu, bylo realizováno cenově výhodnější řešení, kdy proces probíhá na pracovním stole patřícím zákazníkovi.