mehko spajkanje in spajkanje kovin
Indukcijsko spajkanje v praksi: mehko spajkanje, trdo spajkanje in visokotemperaturno spajkanje na kratko
Kovine je mogoče trajno povezati z indukcijskim segrevanjem. V kombinaciji s trdimi ali mehkimi spajkami nastanejo visoko trdni, čisti spajkani spoji. Zaradi prilagodljivosti indukcije in dodajnih spajkalnih materialov je mogoče varno povezovati feromagnetne in neferomagnetne materiale. Naše naprave so zasnovane za avtomatizirane in ročne procese spajkanja, zato predstavljajo zanesljivo rešitev za posamično in serijsko proizvodnjo.
Pregled postopkov
Ločimo tri postopke. Izbira je odvisna od materiala, temperaturnega okna, zahtev po trdnosti in geometrije dela.
Mehko spajkanje
Mehko spajkanje poteka pod približno 450 stopinjami Celzija. Tipične spajke so na osnovi kositra, na primer kositer-baker ali kositer-srebro. Vnos toplote je nizek, deli so zaščiteni. Mehko spajkanje je primerno za električne spoje, ohišja, tankostenske dele in materiale z nizkimi obratovalnimi temperaturami. Potrebna je čista površina, ustrezna širina reže in primeren talilni sredstvo. Pri indukciji se toplota ciljno vnaša v spajkalno cono, ciklični čas ostaja kratek, deformacije delov so majhne.
Trdo spajkanje
Trdo spajkanje se giblje v razponu približno 450 do 900 stopinj Celzija. Uporabljajo se spajke na osnovi srebra, spajke baker-fosfor za bakrene materiale ali posebne spajke, legirane z manganom ali nikljem, za težko omočljive materiale. Trdo spajkanje je standard za visoko trdne, tesnjene in vizualno kakovostne spoje. Pri indukciji je mogoče ohranjati ozke tolerance reže in natančno regulirati potek procesa. Kapilarni učinek podpira širina reže, tipično 0,02 do 0,08 milimetra, čas zadrževanja nad likvidusom je kratek, pogosto 10 do 60 sekund, odvisno od mase in sklopke.
Visokotemperaturno spajkanje
Visokotemperaturno spajkanje se začne pri približno 900 stopinjah Celzija. Običajno se uporabljajo spajke na osnovi niklja ali spajke iz bakra oziroma aktivne spajke za keramiko, trde materiale in trdine. Postopek se prednostno izvaja v zaščitnem plinu ali vakuumu, da se prepreči oksidacija in izboljša omočljivost. Indukcija omogoča kratke čase segrevanja in natančno vršno temperaturo, površine delov ostanejo čiste, dodatna obdelava se zmanjša.
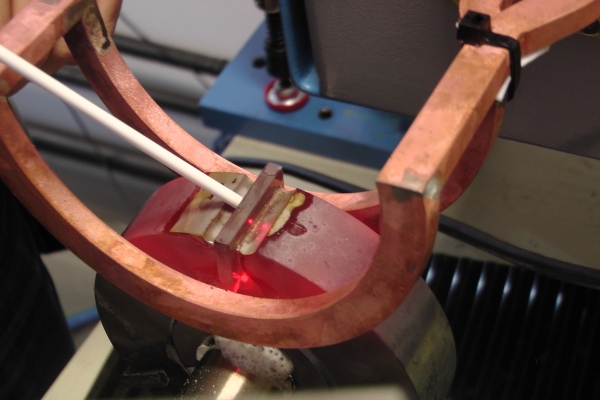
Spajkanje trdin
Trdine imajo visok delež kovinskih karbidov, najpogosteje volframovega karbida. Zaradi odlične obrabne obstojnosti se spajkajo na nosilno jeklo, da se izboljšajo lastnosti orodja. Karbidi izkazujejo slabosti pri omočljivosti, zato se pogosto uporabljajo spajke na osnovi srebra z deležem mangana ali različice z nikljem. V praksi se je izkazal naslednji pristop:
- Ohranjati širino reže ozko, tipičen ciljni razpon 0,02 do 0,05 milimetra, enakomerno po celotni spojni površini
- Predgrevanje za zmanjšanje napetosti, enakomerno segrevanje trdine in nosilca, omejevanje temperaturnega gradienta
- Uporaba prednapetih spajk, obročkov ali izrezanih delov za določitev količine spajke in nadzor pretakanja
- Uporaba talilnega sredstva, prilagojenega zlitini, ali izvedba postopka v zaščitnem plinu ali vakuumu
- Kratek čas zadrževanja nad likvidusom, nato mirno ohlajanje za zmanjšanje napetosti
Pri indukciji vnos toplote ostaja lokaliziran, spojna cona se segreva hitro in nadzorovano, kar zmanjšuje deformacije in tveganje razpok. Na željo je mogoče potek temperature spremljati in dokumentirati s pirometrom.
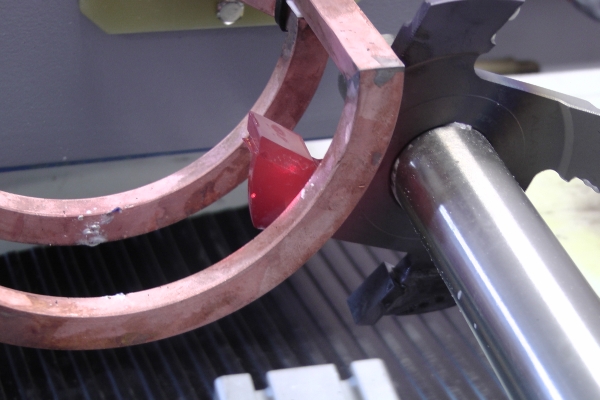
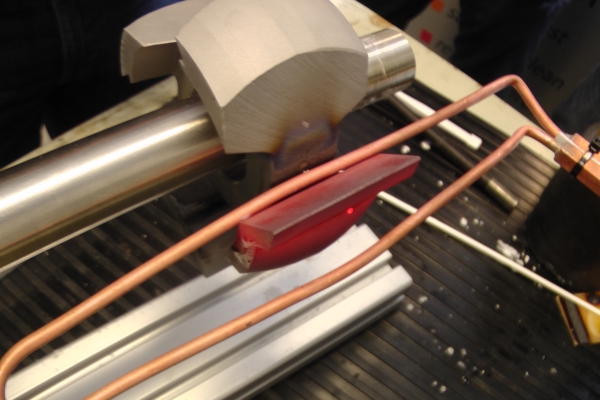
Spajkanje PKD in PCBN
PKD in PCBN občutljivo reagirata na lokalno pregrevanje. Zato je natančna regulacija temperature pri indukciji jasna prednost pred plamenom. Cilj je kratek, ponovljiv čas zadrževanja nad likvidusom z najmanjšo možno toplotno obremenitvijo rezalnega materiala. Preverjeni ukrepi so:
- Oblikovanje oblike induktorja tako, da grelna moč natančno pokrije spojno cono
- Uporaba zaščitnega plina ali vakuuma za zaščito površin in zagotavljanje omočljivosti
- Kratek čas zadrževanja nad likvidusom, nato določeno ohlajanje za preprečevanje napetosti
- Prednapete oblike ali folija spajke za konstantno količino spajke in čiste spoje
Hitro, lokalizirano segrevanje z indukcijo preprečuje vroče točke na PKD ali PCBN. Hkrati spojna cona ostane dovolj dolgo znotraj procesnega okna, da se doseže zanesljiva omočljivost in visoka trdnost.
Kako načrtovati stabilen postopek spajkanja
- Določiti kombinacijo materialov, pripraviti površine, razmastiti in odstraniti okside
- Izbrati spajko glede na obratovalno temperaturo, trdnost, omočljivost in odpornost na medije
- Določiti geometrijo reže, zagotoviti kapilarni učinek, ravne in prilegajoče se spojne površine
- Oblikovati induktor glede na del in dostopnost, ohranjati konstantno razdaljo sklopke
- Voditi proces z regulirano močjo, meritvijo temperature in dokumentiranim časom zadrževanja
- Zagotoviti kakovost z vizualnim pregledom, makroizrezom, nateznim ali strižnim preskusom ali preskusom tesnosti
Pogosta vprašanja o indukcijskem spajkanju
Kakšna širina reže je idealna?
Za spajke na osnovi srebra pri trdem spajkanju je tipično smiselnih 0,02 do 0,08 milimetra. Za baker-fosfor na bakru veljajo podobne vrednosti. Spajke na osnovi niklja pri visokotemperaturnem spajkanju pogosto delujejo z 0,02 do 0,05 milimetra. Odločilna je enakomerna geometrija reže.
Ali potrebujem talilno sredstvo ali zaščitni plin?
Pri številnih uporabah zadostuje ustrezno talilno sredstvo. Za zahtevne kombinacije, trdine ali občutljive površine je priporočljiv zaščitni plin ali vakuum. Cilj je čista površina in stabilna omočljivost.
Kako preprečim razpoke pri trdini?
Z omejevanjem temperaturnih gradientov, predgrevanjem, ozkimi in enakomernimi režami, kratkimi časi zadrževanja in ohlajanjem z majhno napetostjo. Ustrezen dodajni material, na primer z deležem mangana, izboljša omočljivost.
Kako zaščitim PKD in PCBN pred pregrevanjem?
S ciljno usmerjeno močjo induktorja v spojno cono, izbiro kratkega časa zadrževanja in spremljanjem poteka temperature. Prednapete oblike ali folija zagotavljajo konstantno količino spajke.
Kdaj uporabiti visokotemperaturno spajkanje?
Kadar to zahtevajo obratovalne temperature, odpornost na medije ali kombinacije materialov, na primer spajke na osnovi niklja za visoko obremenjene spoje ali aktivne spajke za keramiko in trde materiale. Prednostno v zaščitnem plinu ali vakuumu.
Ali načrtujete postopek spajkanja z indukcijo? Podpiramo vas pri izbiri spajke, zasnovi induktorja in validaciji procesa, dokler postopek ne deluje zanesljivo.