Brasage tendre et brasage fort des métaux
Le brasage par induction en pratique : brasage tendre, brasage fort et brasage à haute température en un coup d’œil
Les métaux peuvent être assemblés par liaison de matière grâce au chauffage par induction. En combinaison avec des métaux d’apport de brasage fort ou tendre, on obtient des joints brasés propres et à haute résistance. Grâce à la capacité d’adaptation de l’induction et des métaux d’apport, il est possible d’assembler en toute sécurité des matériaux ferromagnétiques et non ferromagnétiques. Nos installations sont conçues pour des processus de brasage automatisés et manuels, ce qui en fait une solution fiable aussi bien pour la fabrication unitaire que pour la série.
Aperçu des procédés
Nous distinguons trois procédés. Le choix dépend du matériau, de la fenêtre de température, des exigences de résistance et de la géométrie de la pièce.
Brasage tendre
Le brasage tendre s’effectue en dessous d’environ 450 degrés Celsius. Les métaux d’apport typiques sont à base d’étain, par exemple étain-cuivre ou étain-argent. L’apport de chaleur est faible, les pièces sont préservées. Le brasage tendre convient aux connexions électriques, boîtiers, composants à paroi mince et matériaux à basse température d’utilisation. Une surface propre, un jeu de brasage adapté et un flux approprié sont nécessaires. Avec l’induction, la chaleur est apportée précisément dans la zone de brasage, le temps de cycle reste court, les déformations de pièces sont minimes.
Brasage fort
Le brasage fort se situe dans une plage d’environ 450 à 900 degrés Celsius. On utilise des métaux d’apport à base d’argent, des métaux d’apport cuivre-phosphore pour les matériaux cuivreux ou des métaux d’apport spéciaux alliés au manganèse ou au nickel pour les matériaux difficiles à mouiller. Le brasage fort est la norme pour les joints à haute résistance, étanches et d’aspect optique élevé. Avec l’induction, les tolérances de jeu peuvent être maintenues serrées et le déroulement du processus contrôlé avec précision. L’effet capillaire est favorisé par un jeu de brasage typiquement de 0,02 à 0,08 millimètre, le temps de maintien au-dessus du liquidus est court, souvent 10 à 60 secondes, selon la masse et le couplage.
Brasage à haute température
Le brasage à haute température commence à partir d’environ 900 degrés Celsius. On utilise généralement des métaux d’apport à base de nickel ou des métaux d’apport cuivre ou actifs pour la céramique, les matériaux durs et le carbure. Le procédé est de préférence utilisé sous gaz protecteur ou vide afin d’éviter l’oxydation et d’améliorer le mouillage. L’induction permet des temps de chauffe courts et une température de pointe précise, les surfaces des pièces restent propres, les reprises diminuent.
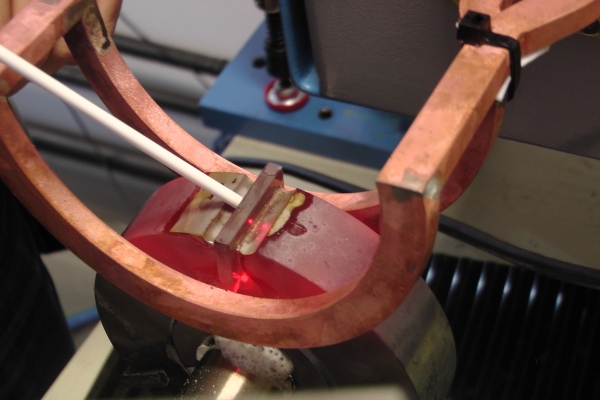
Brasage des carbures métalliques
Les carbures métalliques possèdent une forte proportion de carbures métalliques, le plus souvent du carbure de tungstène. En raison de leur résistance à l’usure, ils sont brasés sur un acier support afin d’améliorer les propriétés de l’outil. Les carbures présentent des faiblesses de mouillabilité, c’est pourquoi on utilise souvent des métaux d’apport à base d’argent avec teneur en manganèse ou des variantes contenant du nickel. Dans la pratique, la méthode suivante a fait ses preuves :
- Maintenir un jeu de brasage étroit, plage cible typique de 0,02 à 0,05 millimètre, uniforme sur toute la surface d’assemblage
- Préchauffage pour réduire les tensions, chauffage uniforme du carbure et du support, limitation du gradient de température
- Utiliser des pièces préformées de brasage, anneaux ou pièces découpées, pour définir la quantité de métal d’apport et contrôler l’écoulement
- Utiliser un flux adapté à l’alliage ou effectuer le processus sous gaz protecteur ou vide
- Temps de maintien court au-dessus du liquidus, puis refroidissement calme pour minimiser les tensions
Avec l’induction, l’apport de chaleur reste local, la zone d’assemblage chauffe rapidement et de manière contrôlée, réduisant les déformations et le risque de fissures. Sur demande, le déroulement de la température peut être surveillé et documenté par pyromètre.
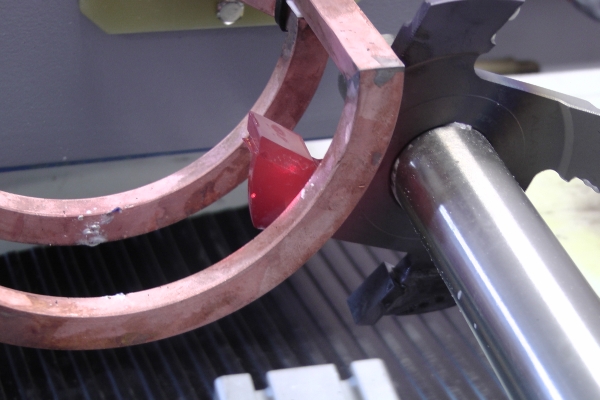
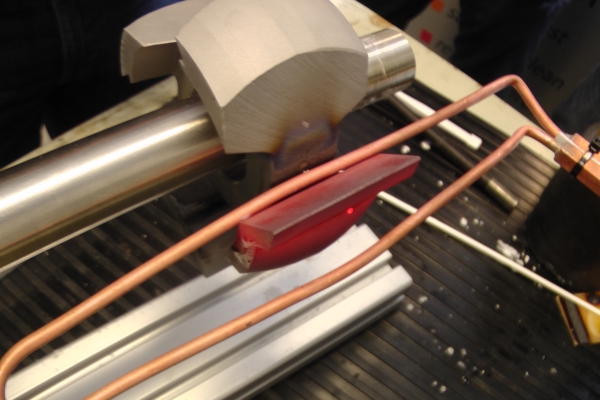
Brasage du PCD et du PCBN
Le PCD et le PCBN réagissent de manière sensible à la surchauffe locale. C’est pourquoi le contrôle précis de la température de l’induction constitue un avantage net par rapport à la flamme. L’objectif est un temps de maintien court et reproductible au-dessus du liquidus avec la charge thermique la plus faible possible sur les matériaux de coupe. Les mesures éprouvées sont :
- Concevoir la forme de l’inducteur de sorte que la puissance de chauffe couvre précisément la zone d’assemblage
- Utiliser un gaz protecteur ou le vide pour protéger les surfaces et assurer le mouillage
- Temps de maintien court au-dessus du liquidus, puis refroidissement défini pour éviter les tensions
- Pièces préformées ou feuille de brasage pour une quantité de métal d’apport constante et des joints propres
Le chauffage rapide et local de l’induction évite les points chauds sur le PCD ou le PCBN. En même temps, la zone d’assemblage reste suffisamment longtemps dans la fenêtre de processus pour obtenir un mouillage fiable et une résistance élevée.
Comment planifier un processus de brasage stable
- Définir l’appariement des matériaux, préparer les surfaces, dégraisser et éliminer les oxydes
- Choisir le métal d’apport selon la température d’utilisation, la résistance, la mouillabilité et la résistance aux fluides
- Définir la géométrie du jeu, assurer l’effet capillaire, surfaces d’assemblage planes et ajustées
- Concevoir l’inducteur selon la pièce et l’accessibilité, maintenir constante la distance de couplage
- Piloter le processus avec une puissance régulée, une mesure de température et un temps de maintien documenté
- Assurer la qualité par contrôle visuel, coupe macrographique, essai de traction ou de cisaillement, ou essai d’étanchéité
FAQ sur le brasage par induction
Quel jeu de brasage est idéal ?
Pour les métaux d’apport à base d’argent en brasage fort, des valeurs typiques de 0,02 à 0,08 millimètre conviennent. Pour le cuivre-phosphore sur cuivre, des valeurs similaires sont courantes. Les métaux d’apport à base de nickel en brasage à haute température travaillent souvent avec 0,02 à 0,05 millimètre. Une géométrie de jeu uniforme est déterminante.
Ai-je besoin de flux ou de gaz protecteur ?
Pour de nombreuses applications, un flux adapté suffit. Pour des appariements exigeants, le carbure ou les surfaces sensibles, un gaz protecteur ou le vide est recommandé. L’objectif est une surface propre et un mouillage stable.
Comment éviter les fissures sur le carbure ?
Limiter les gradients de température, préchauffer, jeux étroits et uniformes, temps de maintien courts et refroidissement peu contraignant. Un métal d’apport adapté, par exemple avec une teneur en manganèse, améliore le mouillage.
Comment protéger le PCD et le PCBN de la surchauffe ?
Concentrer la puissance de l’inducteur sur la zone d’assemblage, choisir un temps de maintien court et surveiller la température. Des pièces préformées ou une feuille assurent une quantité de métal d’apport constante.
Quand utiliser le brasage à haute température ?
Lorsque les températures d’utilisation, la résistance aux fluides ou les appariements de matériaux l’exigent, par exemple des métaux d’apport à base de nickel pour des joints fortement sollicités ou des métaux d’apport actifs pour la céramique et les matériaux durs. De préférence sous gaz protecteur ou vide.
Vous planifiez un processus de brasage par induction ? Nous vous accompagnons dans le choix du métal d’apport, la conception de l’inducteur et la validation du processus jusqu’à un fonctionnement fiable.