Mäkké spájkovanie a tvrdé spájkovanie kovov
Indukčné spájkovanie v praxi: mäkké spájkovanie, tvrdé spájkovanie a vysokoteplotné spájkovanie v prehľade
Kovy je možné trvalo spájať pomocou indukčného ohrevu. V kombinácii s tvrdými alebo mäkkými spájkami vznikajú vysokopevné, čisté spájkované spoje. Vďaka prispôsobivosti indukcie a prídavných spájkovacích materiálov je možné bezpečne spájať feromagnetické aj neferomagnetické materiály. Naše zariadenia sú navrhnuté pre automatizované aj ručné spájkovacie procesy, a predstavujú tak spoľahlivé riešenie pre kusovú aj sériovú výrobu.
Prehľad postupov
Rozlišujeme tri postupy. Voľba závisí od materiálu, teplotného okna, požiadaviek na pevnosť a geometrie dielu.
Mäkké spájkovanie
Mäkké spájkovanie prebieha pod približne 450 stupňami Celzia. Typické spájky sú na báze cínu, napríklad cín-meď alebo cín-striebro. Tepelný vstup je nízky, diely sú šetrené. Mäkké spájkovanie je vhodné pre elektrické spoje, kryty, tenkostenné diely a materiály s nízkymi prevádzkovými teplotami. Potrebný je čistý povrch, vhodná šírka škáry a vhodné tavidlo. Pri indukcii sa teplo privádza cielene do spájkovacej zóny, doba cyklu zostáva krátka, deformácie dielov sú malé.
Tvrdé spájkovanie
Tvrdé spájkovanie sa pohybuje v rozsahu približne 450 až 900 stupňov Celzia. Používajú sa spájky na báze striebra, spájky meď-fosfor pre medené materiály alebo špeciálne spájky legované mangánom alebo niklom pre ťažko zmáčateľné materiály. Tvrdé spájkovanie je štandardom pre vysokopevné, tesné a esteticky kvalitné spoje. Pri indukcii je možné udržať úzke tolerancie škáry a presne regulovať priebeh procesu. Kapilárny efekt podporuje šírka škáry typicky 0,02 až 0,08 milimetra, čas zotrvania nad likvidom je krátky, často 10 až 60 sekúnd, v závislosti od hmotnosti a väzby.
Vysokoteplotné spájkovanie
Vysokoteplotné spájkovanie začína približne od 900 stupňov Celzia. Zvyčajne sa používajú spájky na báze niklu alebo spájky medené či aktívne pre keramiku, tvrdé materiály a spekané karbidy. Postup sa prednostne vykonáva v ochrannej atmosfére alebo vákuu, aby sa zabránilo oxidácii a zlepšila zmáčavosť. Indukcia umožňuje krátke doby ohrevu a presnú špičkovú teplotu, povrchy dielov zostávajú čisté, znižuje sa dodatočné opracovanie.
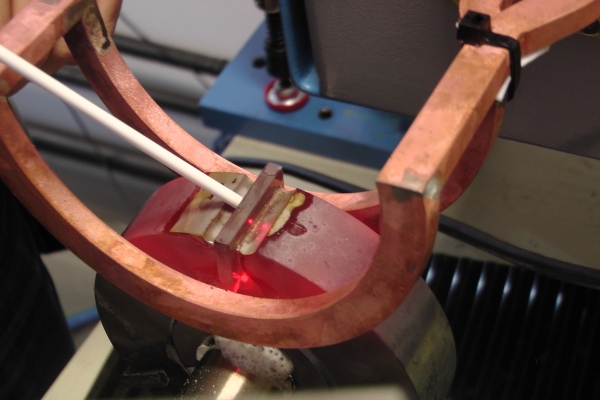
Spájkovanie spekaných karbidov
Spekané karbidy sú materiály s vysokým obsahom kovových karbidov, najčastejšie karbidu volfrámu. Vďaka svojej vynikajúcej odolnosti proti opotrebeniu sa spájkujú na nosnú oceľ s cieľom zlepšiť vlastnosti nástroja. Karbidy vykazujú slabiny v zmáčavosti, preto sa často používajú spájky na báze striebra s obsahom mangánu alebo varianty s obsahom niklu. V praxi sa osvedčil nasledujúci postup:
- Udržiavať šírku škáry úzku, typický cieľový rozsah 0,02 až 0,05 milimetra, rovnomerne po celej spojovacej ploche
- Predhrev na zníženie napätí, rovnomerné zahrievanie karbidu a nosiča, obmedzenie teplotného gradientu
- Používať predlisky spájky, krúžky alebo vystrihované diely, na definovanie množstva spájky a riadenie tečenia
- Používať tavidlo vhodné pre danú zliatinu alebo vykonávať proces v ochrannej atmosfére či vákuu
- Krátky čas zotrvania nad likvidom, potom pokojné ochladzovanie na minimalizáciu napätí
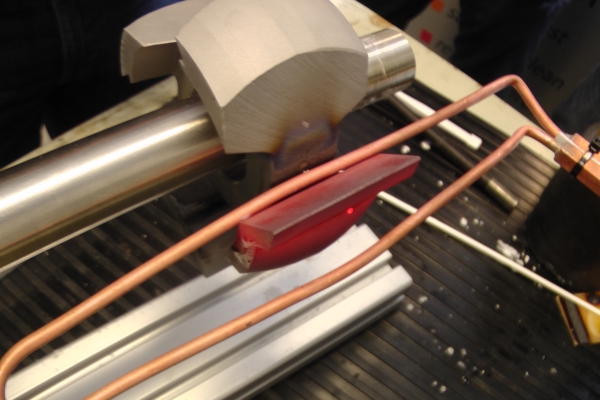
Pri indukcii zostáva tepelný vstup lokálny, spojovacia zóna sa zahrieva rýchlo a riadene, čím sa znižuje deformácia a riziko trhlín. Na želanie je možné priebeh teploty sledovať a dokumentovať pomocou pyrometra.
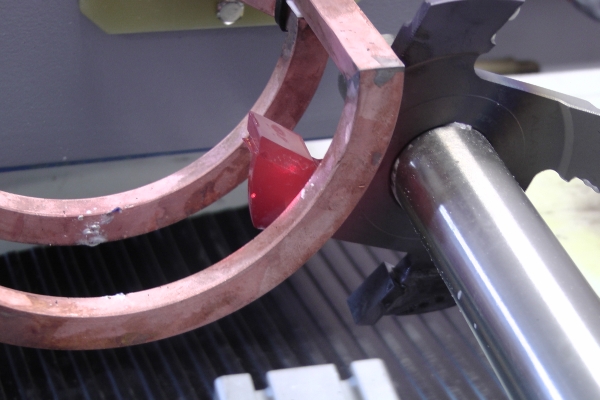
Spájkovanie PKD a PCBN
PKD a PCBN citlivo reagujú na lokálne prehriatie. Preto je presná regulácia teploty pri indukcii jasnou výhodou oproti plameňu. Cieľom je krátky, reprodukovateľný čas zotrvania nad likvidom s čo najmenšou tepelnou záťažou rezného materiálu. Osvedčené opatrenia sú:
- Navrhnúť tvar induktora tak, aby vykurovací výkon presne pokrýval spojovaciu zónu
- Používať ochrannú atmosféru alebo vákuum na ochranu povrchov a zaistenie zmáčavosti
- Krátky čas zotrvania nad likvidom, potom definované ochladzovanie na zamedzenie napätiam
- Predlisky alebo fólia spájky pre konštantné množstvo spájky a čisté spoje
Rýchly, lokálny ohrev indukciou zabraňuje vzniku horúcich miest na PKD alebo PCBN. Zároveň zostáva spojovacia zóna dostatočne dlho v procesnom okne, aby sa dosiahla spoľahlivá zmáčavosť a vysoká pevnosť.
Ako naplánovať stabilný spájkovací proces
- Definovať kombináciu materiálov, pripraviť povrchy, odmastiť a odstrániť oxidy
- Vybrať spájku podľa prevádzkovej teploty, pevnosti, zmáčavosti a odolnosti voči médiám
- Stanoviť geometriu škáry, zaistiť kapilárny efekt, rovné a presne priliehajúce spojovacie plochy
- Navrhnúť induktor podľa dielu a prístupnosti, udržiavať konštantnú vzdialenosť väzby
- Riadiť proces regulovaným výkonom, meraním teploty a dokumentovaným časom zotrvania
- Zaistiť kvalitu vizuálnou kontrolou, makrovýbrusom, skúškou ťahom či strihom alebo skúškou tesnosti
Časté otázky o indukčnom spájkovaní
Aká šírka škáry je ideálna?
Pre spájky na báze striebra pri tvrdom spájkovaní sú typicky vhodné 0,02 až 0,08 milimetra. Pri medi s fosforom na medi platia podobné hodnoty. Spájky na báze niklu pri vysokoteplotnom spájkovaní pracujú často s 0,02 až 0,05 milimetra. Rozhodujúca je rovnomerná geometria škáry.
Potrebujem tavidlo alebo ochrannú atmosféru?
Pri mnohých aplikáciách postačí vhodné tavidlo. Pre náročné kombinácie, spekané karbidy alebo citlivé povrchy sa odporúča ochranná atmosféra alebo vákuum. Cieľom je čistý povrch a stabilná zmáčavosť.
Ako zabránim trhlinám pri spekanom karbide?
Obmedzením teplotných gradientov, predhrevom, úzkymi a rovnomernými škárami, krátkymi časmi zotrvania a nízkonapäťovým ochladzovaním. Vhodný prídavný materiál, napríklad s obsahom mangánu, zlepšuje zmáčavosť.
Ako ochránim PKD a PCBN pred prehriatím?
Cieleným smerovaním výkonu induktora do spojovacej zóny, voľbou krátkeho času zotrvania a sledovaním teploty. Predlisky alebo fólia zaisťujú konštantné množstvo spájky.
Kedy použiť vysokoteplotné spájkovanie?
Ak si to vyžadujú prevádzkové teploty, odolnosť voči médiám alebo kombinácie materiálov, napríklad spájky na báze niklu pre vysoko namáhané spoje alebo aktívne spájky pre keramiku a tvrdé materiály. Prednostne v ochrannej atmosfére alebo vákuu.
Plánujete spájkovací proces s indukciou? Podporujeme vás pri výbere spájky, návrhu induktora a validácii procesu, kým proces spoľahlivo nefunguje.