Meko i tvrdo lemljenje metala
Indukcijsko lemljenje u praksi: meko lemljenje, tvrdo lemljenje i visokotemperaturno lemljenje u pregledu
Metali se mogu trajno spojiti induktivnim zagrijavanjem. U kombinaciji s tvrdim ili mekim lemovima nastaju visokočvrsti, čisti lemljeni spojevi. Zahvaljujući prilagodljivosti indukcije i dodatnih materijala za lemljenje moguće je sigurno spajati feromagnetske i neferomagnetske materijale. Naši uređaji su prilagođeni za automatizirane i ručne procese lemljenja te stoga predstavljaju pouzdano rješenje za pojedinačnu i serijsku proizvodnju.
Pregled postupaka
Razlikujemo tri postupka. Odabir ovisi o materijalu, temperaturnom prozoru, zahtjevima čvrstoće i geometriji dijela.
Meko lemljenje
Meko lemljenje odvija se ispod otprilike 450 stupnjeva Celzijusa. Tipični lemovi su na bazi kositra, na primjer kositar-bakar ili kositar-srebro. Unos topline je nizak, dijelovi se štede. Meko lemljenje pogodno je za električne spojeve, kućišta, tankostijene dijelove i materijale s niskim radnim temperaturama. Potrebna je čista površina, odgovarajuća širina zazora i prikladno talilo. Kod indukcije se toplina ciljano unosi u zonu lemljenja, vrijeme ciklusa ostaje kratko, deformacije dijelova su male.
Tvrdo lemljenje
Tvrdo lemljenje kreće se u rasponu od otprilike 450 do 900 stupnjeva Celzijusa. Koriste se lemovi na bazi srebra, lemovi bakar-fosfor za bakrene materijale ili posebni lemovi legirani manganom ili niklom za teško vlažive materijale. Tvrdo lemljenje standard je za visokočvrste, nepropusne i vizualno visokokvalitetne spojeve. Kod indukcije se tolerancije zazora mogu održavati uske, a proces se precizno regulira. Kapilarni učinak podupire širina zazora tipično od 0,02 do 0,08 milimetara, vrijeme zadržavanja iznad likvidusa je kratko, često 10 do 60 sekundi, ovisno o masi i spajanju.
Visokotemperaturno lemljenje
Visokotemperaturno lemljenje počinje od otprilike 900 stupnjeva Celzijusa. Obično se koriste lemovi na bazi nikla ili lemovi bakra odnosno aktivni lemovi za keramiku, tvrde materijale i tvrde metale. Postupak se prednosno provodi u zaštitnom plinu ili vakuumu kako bi se izbjegla oksidacija i poboljšala vlažljivost. Indukcija omogućuje kratka vremena zagrijavanja i preciznu vršnu temperaturu, površine dijelova ostaju čiste, smanjuje se naknadna obrada.
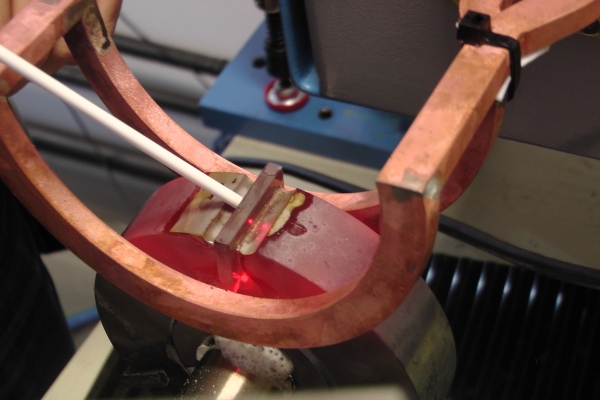
Lemljenje tvrdih metala
Tvrdi metali imaju visok udio metalnih karbida, najčešće volframovog karbida. Zbog svoje izvrsne otpornosti na trošenje, leme se na nosivi čelik radi poboljšanja svojstava alata. Karbidi pokazuju slabosti u vlažljivosti, stoga se često koriste lemovi na bazi srebra s udjelom mangana ili varijante s niklom. U praksi se pokazao učinkovitim sljedeći postupak:
- Održavati širinu zazora usku, tipičan ciljani raspon 0,02 do 0,05 milimetara, ujednačeno po cijeloj spojnoj površini
- Predgrijavanje radi smanjenja naprezanja, ujednačeno zagrijavanje tvrdog metala i nosača, ograničavanje temperaturnog gradijenta
- Korištenje predoblika lema, prstenova ili izrezanih dijelova, za određivanje količine lema i kontrolu tečenja
- Korištenje talila prilagođenog leguri ili provođenje procesa u zaštitnom plinu ili vakuumu
- Kratko vrijeme zadržavanja iznad likvidusa, zatim mirno hlađenje radi minimiziranja naprezanja
Kod indukcije unos topline ostaje lokaliziran, spojna zona zagrijava se brzo i kontrolirano, čime se smanjuje deformacija i rizik od pukotina. Po želji se tijek temperature može nadzirati i dokumentirati pirometrom.
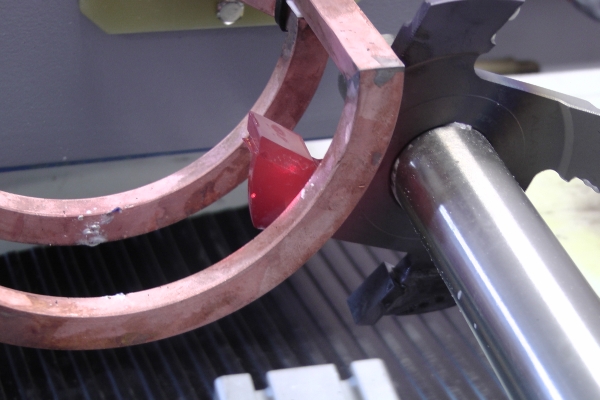
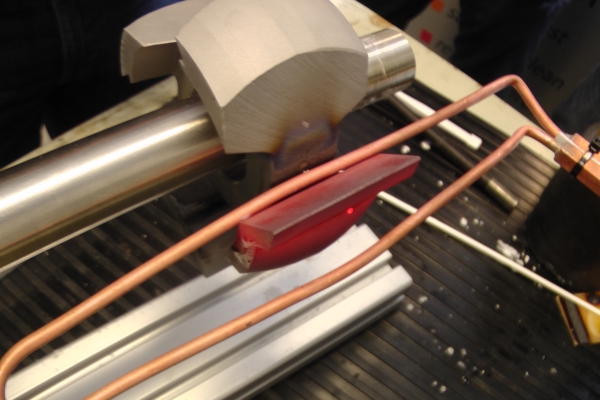
Lemljenje PKD-a i PCBN-a
PKD i PCBN osjetljivo reagiraju na lokalno pregrijavanje. Zato je precizna regulacija temperature kod indukcije jasna prednost u odnosu na plamen. Cilj je kratko, ponovljivo vrijeme zadržavanja iznad likvidusa uz što manje toplinsko opterećenje reznog materijala. Provjerene mjere su:
- Oblikovati oblik induktora tako da grijaća snaga precizno pokriva spojnu zonu
- Koristiti zaštitni plin ili vakuum za zaštitu površina i osiguranje vlažljivosti
- Kratko vrijeme zadržavanja iznad likvidusa, zatim definirano hlađenje radi izbjegavanja naprezanja
- Predoblici ili folija lema za konstantnu količinu lema i čiste spojeve
Brzo, lokalizirano zagrijavanje indukcijom sprječava vruće točke na PKD-u ili PCBN-u. Istodobno spojna zona ostaje dovoljno dugo unutar procesnog prozora kako bi se postigla pouzdana vlažljivost i visoka čvrstoća.
Kako planirati stabilan proces lemljenja
- Definirati kombinaciju materijala, pripremiti površine, odmastiti i ukloniti okside
- Odabrati lem prema radnoj temperaturi, čvrstoći, vlažljivosti i otpornosti na medije
- Odrediti geometriju zazora, osigurati kapilarni učinak, ravne i pripijene spojne površine
- Oblikovati induktor prema dijelu i pristupačnosti, održavati konstantan razmak spajanja
- Voditi proces reguliranom snagom, mjerenjem temperature i dokumentiranim vremenom zadržavanja
- Osigurati kvalitetu vizualnom kontrolom, makroizbruskom, ispitivanjem vlačne ili posmične čvrstoće ili ispitivanjem nepropusnosti
Često postavljana pitanja o indukcijskom lemljenju
Koja je širina zazora idealna?
Za lemove na bazi srebra kod tvrdog lemljenja tipično je smisleno 0,02 do 0,08 milimetara. Za bakar-fosfor na bakru vrijede slične vrijednosti. Lemovi na bazi nikla kod visokotemperaturnog lemljenja često rade s 0,02 do 0,05 milimetara. Odlučujuća je ujednačena geometrija zazora.
Trebam li talilo ili zaštitni plin?
Kod mnogih primjena dovoljno je odgovarajuće talilo. Za zahtjevne kombinacije, tvrde metale ili osjetljive površine preporučuje se zaštitni plin ili vakuum. Cilj je čista površina i stabilna vlažljivost.
Kako izbjegavam pukotine kod tvrdog metala?
Ograničavanjem temperaturnih gradijenata, predgrijavanjem, uskim i ujednačenim zazorima, kratkim vremenima zadržavanja i hlađenjem s niskim naprezanjem. Prikladan dodatni materijal, primjerice s udjelom mangana, poboljšava vlažljivost.
Kako štitim PKD i PCBN od pregrijavanja?
Ciljanim usmjeravanjem snage induktora u spojnu zonu, odabirom kratkog vremena zadržavanja i praćenjem tijeka temperature. Predoblici ili folija osiguravaju konstantnu količinu lema.
Kada koristiti visokotemperaturno lemljenje?
Kada to zahtijevaju radne temperature, otpornost na medije ili kombinacije materijala, primjerice lemovi na bazi nikla za visoko opterećene spojeve ili aktivni lemovi za keramiku i tvrde materijale. Prednosno u zaštitnom plinu ili vakuumu.
Planirate proces lemljenja indukcijom? Podržavamo vas u odabiru lema, dizajnu induktora i validaciji procesa dok proces ne bude pouzdano funkcionirao.