Izzítás
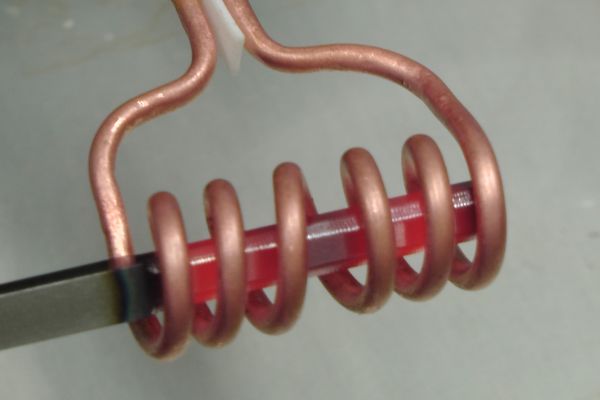
Az indukciós izzítás a hőkezelésnek olyan részterülete, ahol egy előre meghatározott fűtési, átmelegítési és hűtési folyamat kifejezetten az alkatrész kívánt tulajdonságaihoz vezet.
Az indukció legfontosabb folyamatai a lágy izzítás és a feszültségcsökkentő izzítás:
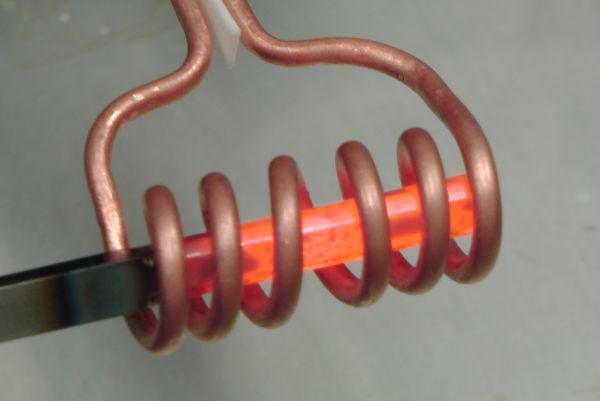
A lágy izzítás csökkenti az acél keménységét és szilárdságát, hogy megkönnyítse az alakváltozást. Ez általában 680 °C és 780 °C közötti hőmérsékleten történik.
A második jellemző alkalmazási terület a feszültségcsökkentő izzítás, amelynél viszonylag alacsony, 480-680 °C-os hőmérséklettel dolgoznak. a feszültségcsökkentő izzítás arra szolgál, hogy kiküszöbölje a munkadarab saját feszültségeit, amelyek mechanikai deformáció vagy megmunkálás által keletkeztek. A megmaradó anyagtulajdonságokat lehetőleg nem szabad megváltoztatni.
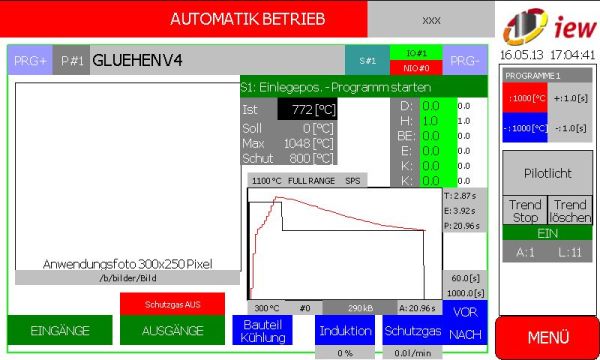
Az indukciós melegítés ezeknél az alkalmazásoknál is döntő előnyökkel: Mind a hőmérséklet, mind a melegítési idő pontosan meghatározható és betartható. Ez végül magas reprodukálhatóságot eredményez állandó alkatrésztulajdonságokkal.
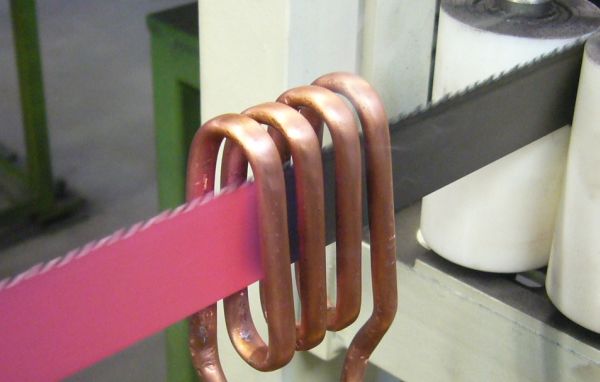
A belsőégésű motorok feldolgozása terén az iew GmbH együttműködik erős partnerével, a KaMaTec-kel.