Izzítás
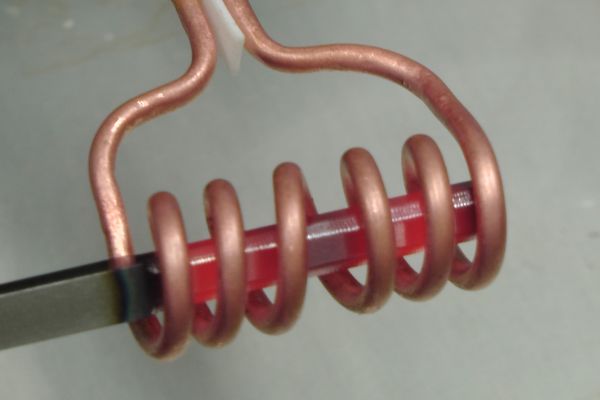
Az indukciós izzítás a hőkezelésnek olyan részterülete, ahol egy előre meghatározott fűtési, átmelegítési és hűtési folyamat kifejezetten az alkatrész kívánt tulajdonságaihoz vezet.
Az indukció legfontosabb folyamatai a lágy izzítás és a feszültségcsökkentő izzítás:
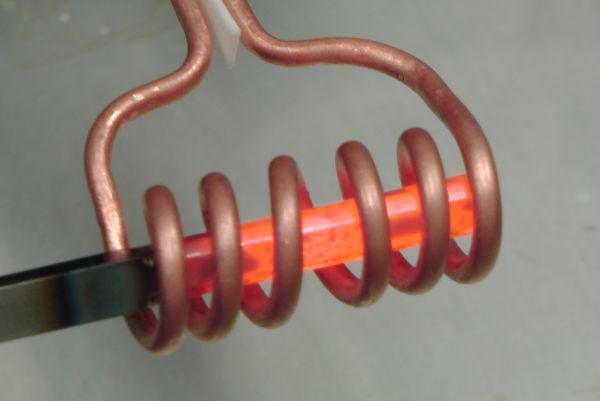
A lágy izzítás csökkenti az acél keménységét és szilárdságát, hogy megkönnyítse az alakváltozást. Ez általában 680 °C és 780 °C közötti hőmérsékleten történik.
A második jellemző alkalmazási terület a feszültségcsökkentő izzítás, amelynél viszonylag alacsony, 480-680 °C-os hőmérséklettel dolgoznak. a feszültségcsökkentő izzítás arra szolgál, hogy kiküszöbölje a munkadarab saját feszültségeit, amelyek mechanikai deformáció vagy megmunkálás által keletkeztek. A megmaradó anyagtulajdonságokat lehetőleg nem szabad megváltoztatni.
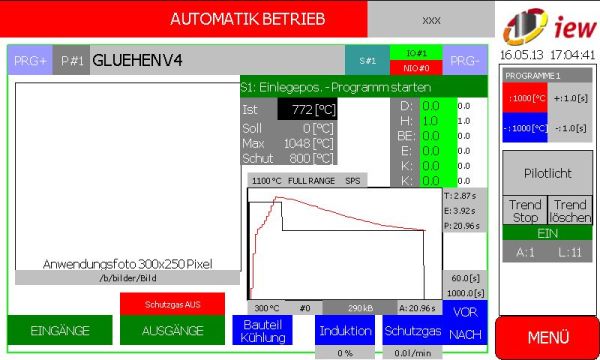
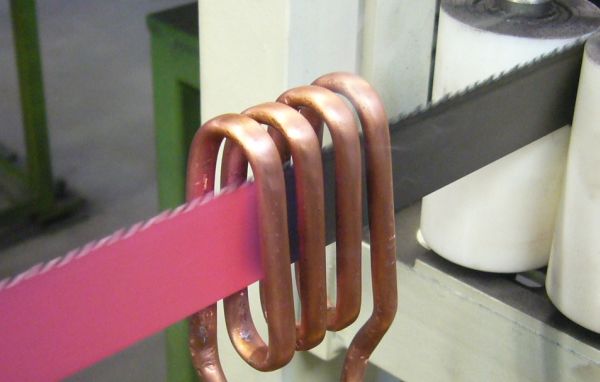
Az indukciós melegítés ezeknél az alkalmazásoknál is döntő előnyökkel: Mind a hőmérséklet, mind a melegítési idő pontosan meghatározható és betartható. Ez végül magas reprodukálhatóságot eredményez állandó alkatrésztulajdonságokkal.
A belsőégésű motorok feldolgozása terén az iew GmbH együttműködik erős partnerével, a KaMaTec-kel.
GYIK AZ INDUKCIÓS IZZÍTÁSSAL KAPCSOLATBAN
Mi a különbség a lágy izzítás és a feszültségcsökkentő izzítás között?
A lágy izzítás célja az acél keménységének és szilárdságának csökkentése az alakíthatóság javítása érdekében, jellemzően 680–780 °C-on. A feszültségcsökkentő izzítás ezzel szemben alacsonyabb, 480–680 °C-os hőmérsékleten a mechanikai megmunkálásból eredő belső feszültségeket szünteti meg, az anyagtulajdonságok jelentős megváltoztatása nélkül.
Milyen előnyökkel jár az indukciós izzítás a hagyományos kemencés eljáráshoz képest?
Az indukciós izzítás pontosan szabályozható hőmérséklettel és melegítési idővel dolgozik, ami magas reprodukálhatóságot és állandó alkatrésztulajdonságokat biztosít, ráadásul rövidebb ciklusidővel és jobb energiahatékonysággal, mint a hagyományos kemencés melegítés.
Milyen alkatrészekhez alkalmazzák leggyakrabban az indukciós izzítást?
Az eljárást elsősorban a belsőégésű motorok alkatrészeinek gyártásánál és más olyan alkalmazásoknál használják, ahol a mechanikai megmunkálás vagy alakváltoztatás után szükséges a munkadarab feszültségeinek csökkentése vagy a keménység célzott beállítása.