Měkké pájení a tvrdé pájení kovů
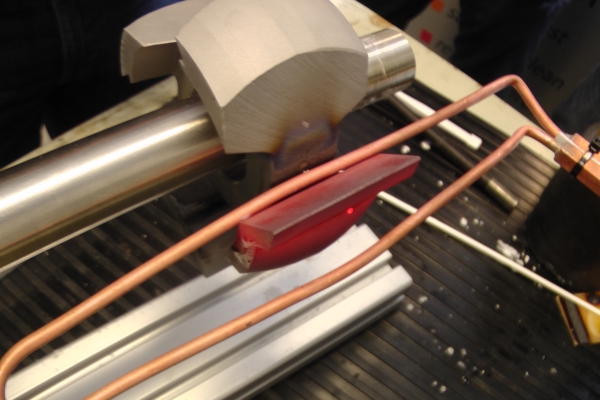
Kovy lze spojovat indukčním ohřevem a pomocí tvrdého pájení nebo měkkého pájení. Díky speciální přizpůsobivosti indukčního ohřevu a souvisejícím přísadám pro pájení je možné kombinovat a spojovat feromagnetické a neferomagnetické materiály. Naše zařízení jsou vhodná pro automatizované i ruční pájecí procesy, a představují tak optimální řešení pro každého uživatele. – Rozlišujeme:
- Teploty do 450°C
- Pájky převážně na bázi Sn a Pb
- Použití přídavné tavicí přísady
- Teploty do 900°C
- Převážně stříbrné, měděné, fosforové, mosazné, niklovo-mosazné a hliníkové pájky
- Obecně použití přídavné tavicí přísady
- Teploty od 900°C
- Pájky převážně na bázi mědi a niklu
- Pájení v ochranné atmosféře nebo ve vakuu
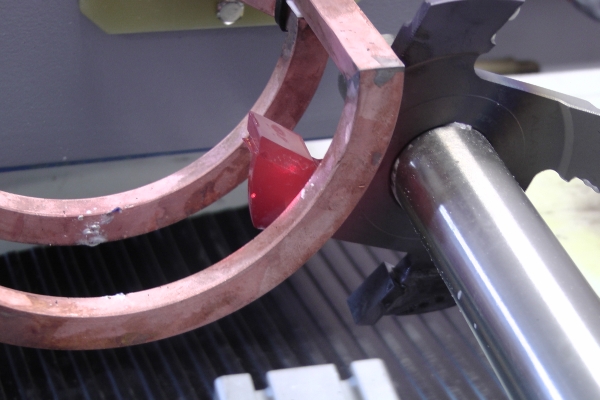
Pájení tvrdých kovů
Tvrdé kovy jsou především materiály s vysokým obsahem karbidu kovu, zejména karbid wolframu (WC). Vzhledem k jejich vynikajícím otěruvzdorným vlastnostem se pájí na nosnou ocel, aby se zlepšily vlastnosti nástroje. Pájky používané k tomuto účelu mají obvykle obsah manganu, který podporuje smáčivost, protože karbidy kovů vykazují slabiny, pokud jde o jejich smáčivost.
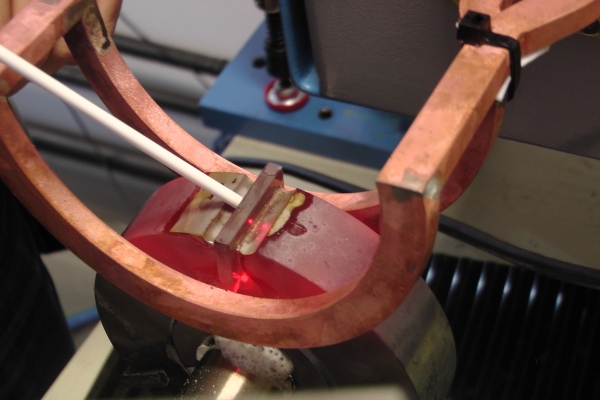
Pájení PCD/PCBN
Při pájení nástrojů z PCD a PCBN je obzvláště důležité zajistit, aby povlak PCD a PCBN nebyl vystaven místnímu přehřátí. Proto se zejména v této souvislosti dává přednost indukčnímu procesu před pájením plamenem. Přesná regulace teploty umožňuje uživateli udržovat konstantní teplotu obrobku po celou dobu procesu pájení. Díky předdefinovanému tvaru induktoru lze realizovat reprodukovatelná řešení.
Přečtěte si technický článek na téma diamantových nástrojů pro pájení zde.