Härten
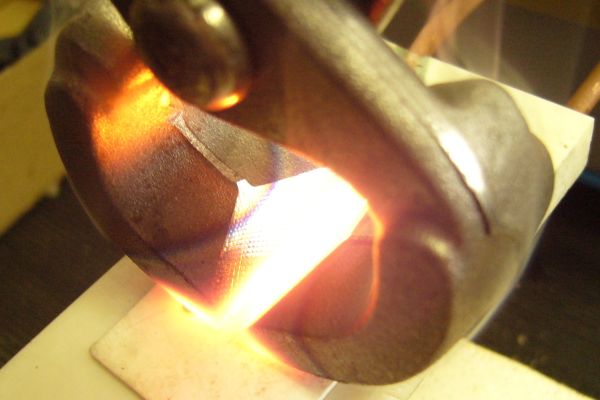
Induktionshärten wird vor allem eingesetzt, um Wellen, Laufflächen oder komplex geformte Bauteile gezielt an bestimmten Bereichen zu härten beziehungsweise zu erwärmen.
Über die Wahl der Arbeitsfrequenz der Induktionserwärmungsanlage lässt sich die gewünschte Eindringtiefe der Wärme exakt definieren und an den jeweiligen Werkstoff anpassen.
Beim Induktionshärten kann zudem festgelegt werden, ob der gehärtete Bereich an der Luft, mit Wasser oder einer speziellen Härteemulsion abgekühlt wird. Je nach verwendetem Kühlmedium werden unterschiedliche Härtegrade erzielt.
Das Verfahren kann sowohl als manuelle als auch als automatisierte Lösung umgesetzt werden. Zudem besteht die Möglichkeit, den Härtungsprozess im Durchlauf zu realisieren.
Warum induktives Randschichthärten?
- Gezielte Härtezone, nur der beanspruchte Bereich wird gehärtet, der Kern bleibt zäh und bruchsicher
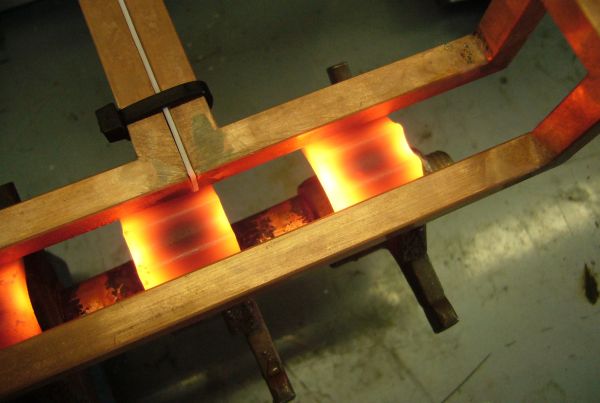
- Kurze Prozesszeiten, die Erwärmung erfolgt lokal und schnell, dadurch kurze Taktzeiten in der Serie
- Reproduzierbare Ergebnisse, Temperatur, Haltezeit und Abschreckung lassen sich exakt steuern und dokumentieren
- Geringer Verzug, durch die lokale Erwärmung bleibt die Bauteilgeometrie stabiler als bei Ofenverfahren
- Energieeffizienz, es wird nur die tatsächlich benötigte Zone erwärmt, nicht das gesamte Bauteil oder der Ofenraum
Typische Bauteile und Branchen
Induktionshärten kommt überall dort zum Einsatz, wo Bauteile eine harte, verschleißfeste Oberfläche bei gleichzeitig zähem Kern benötigen. Typische Beispiele sind Wellen, Zapfen, Zahnräder, Führungsbahnen, Nockenwellen und Werkzeuge. Zu unseren Kunden zählen Betriebe aus dem Werkzeug- und Maschinenbau sowie der Automobilindustrie, in denen Bauteile hohen Wechselbelastungen und Verschleiß standhalten müssen.
So läuft ein Härteprojekt bei uns ab
- Bauteil und Anforderung klären, Werkstoff, Geometrie, gewünschte Härtezone und Härtetiefe
- Frequenz und Induktor auslegen, passend zu Eindringtiefe und Bauteilform
- Bemusterung, Parameter für Temperatur, Haltezeit und Abschreckmedium ermitteln und dokumentieren
- Integration, als Einzelarbeitsplatz oder automatisierte Durchlauflösung
- Qualitätsnachweis, auf Wunsch mit Härteprüfung und Gefügeuntersuchung
FAQ zum Induktionshärten
Wie tief härtet Induktion typischerweise?
Die Härtetiefe hängt von der gewählten Frequenz, der Leistung und der Haltezeit ab. Höhere Frequenzen erzeugen eine geringere, gezielt oberflächennahe Eindringtiefe, niedrigere Frequenzen wirken tiefer in das Bauteil hinein. Wir legen die Frequenz passend zur gewünschten Härtetiefe und zum Werkstoff aus.
Wie unterscheidet sich Induktionshärten vom Einsatzhärten im Ofen?
Beim Ofenverfahren wird das gesamte Bauteil erwärmt, beim Induktionshärten nur die tatsächlich benötigte Zone. Das spart Energie, verkürzt die Taktzeit und reduziert den Verzug, weil der Rest des Bauteils kälter bleibt.
Lässt sich Verzug beim Induktionshärten vermeiden?
Verzug lässt sich durch eine passende Induktorauslegung, eine kontrollierte Erwärmungsgeschwindigkeit und ein geeignetes Abschreckmedium deutlich reduzieren. Wie stark sich ein Bauteil verzieht, hängt zusätzlich von Geometrie, Werkstoff und Spannungszustand vor dem Härten ab.
Können Sie auch automatisierte Serienanlagen liefern?
Ja. Neben manuellen Einzelarbeitsplätzen liefern wir automatisierte Durchlauf- und Sonderanlagen, inklusive SPS-Steuerung, Rezeptverwaltung und optionaler Datenerfassung für die Qualitätsdokumentation.
Sie planen ein Härteprojekt? Sprechen Sie mit uns, wir zeigen Ihnen anhand Ihres Bauteils, welche Frequenz, welcher Induktor und welches Abschreckmedium zum gewünschten Ergebnis führen.